1 前言
烘干机是水泥生产的重要工序,也是水泥生产线的主要污染源之一。烘干机治理的收尘技术,早期主要采用的是旋风除尘器+高效除尘器二级除尘方式。高效除尘器大部分采用的是管式高压静电除尘器,如JH型管式电除尘器。目前,烘干机废气的治理主要采用一级除尘方式,设备主要是板式电收尘器和袋式除尘器。两者均为高效除尘器。但是,随着我国经济,技术的发展,尤其是袋式除尘器主机结构,滤料品种,自控水平的发展和环保排放标准的提高,袋式除尘器来治理烘干机废气的优越性显著的表现出来。用于烘干机废气治理的袋式除尘器主要有风机清灰(弱力清灰)和脉冲喷吹清灰(强力清灰)的袋式除尘器,本文主要论述的是过滤速度快,设备重量轻,占地面积小,安装维修方便的气箱脉冲袋式除尘器在烘干机废气治理中的应用。
2 烘干机废气性质
众所周知,烘干机废气性质随所烘物料不同而变化。一般,烘粘土50-150g/m3。烘矿渣60-70g/m3。烘煤6-40g/m3.烘铁粉30g/m3。烘干机烟气含湿量10-15%,露点温度60度以上。烘干机烟气温度一般在40-130℃间波动(工业除尘领域为:常温)。下表是Ø2.2*15m烘干机物料的相关条件。
原料名称 | 进场水份(%) | 控制水份(%) | 台时产量(t/h) | 备 注 |
黄砂 | 12 | 3 | 15 | |
尾砂 | 12 | 4 | 8 | 铁粉 |
粘土 | 10 | 3 | 12 | |
原煤 | 8 | 5 |
由此可见,烘干机废气具有含尘浓度高,水分大,易腐蚀等特点。因此,治理该废气的工艺和设备必须能适应该工况环境。
3 烘干机废气治理的工艺流程
如前所述,烘干机废气治理采用一级高效除尘方式,从而减少除尘系统阻力,降低引风机功率。其基本工艺流程如下图:在引风机作用下,烘干机产生的含尘烟气经尾部降温后进入抽风管道后进入LFGM(H)型烘干机专用气箱脉冲布袋除尘器进行过滤除尘,收集下来的粉尘通过下料管进入提升机,进行在利用。通过除尘器过滤后的干净气体(浓度小于50mg/Nm3)经除尘器排风口,排风管道和引风机后排入大气。
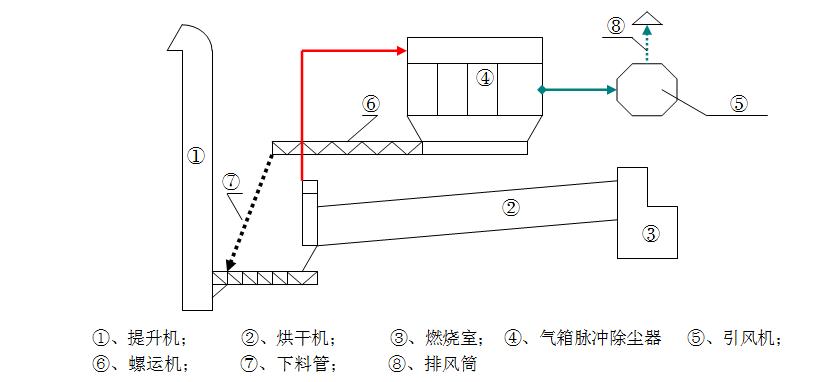
该治理工艺的主要设备为LFGM(H)烘干机专用气箱脉冲袋式除尘器,其工作原理是:含尘气体由灰斗进入除尘器,部分粗颗粒粉尘依靠重力沉降落入灰斗中,另外较细颗粒粉尘随气流进入过滤室,经滤袋阻隔于清洁室外,经过滤后的气体通过除尘器上部排气口排出。随着过滤工况的进行,设备阻力不断增加;当除尘器阻力达到预先设定值时(1500Pa),清灰控制器启动,第一箱室的提升阀门关闭,切断气流出口,然后该箱的电磁脉冲阀开启,脉冲阀开始工作,压力为5-7×105Pa的压缩空气通过喷吹管反吹该箱体,清除滤袋上的粉尘。大约10-15秒后,排风管提升阀开启,该箱体重新进入过滤状态,完成清灰程序。然后逐一按上述程序顺序清灰,直到下一个清灰程序。
该类除尘器能适应高浓度,高水分的环境,在应用上具有以下优点:①滤袋以弹性涨圈与多孔板(花板)接口,密封性能和牢固性能非常好;且安装和卸出很方便;②滤袋选用国内一流的滤料精心制造,在正常情况下,其寿命大于2年;③设备结构简单,运动部件少,维修方便;所选气缸为台湾亚德客产品,重庆市场可随时购买其配件;所选脉冲阀为上海产,配件购买方便; ④设备清灰为强力离线清灰,清灰、过滤、沉降分别进行,并实现三状态;清灰无二次杨尘,效果远远好于反吹风清灰(弱力清灰); ⑤控制技术为单片机定时自动控制,精确度高,开起后不需专人管理。
4 烘干机废气治理的技术措施
4.1、除尘系统及设备的保温措施
除尘器的进风管道、壳体及灰斗等均采用有效的保温措施。保温不但尽量减少壳体的散热,而且还有利于设备的蓄热。
4.2、滤料的选择
对于烘干机除尘,滤料应选择防油防水涤纶针织毡,其克重不小于500g/m2,滤袋寿命可达30000h。该滤料的主要技术性能如下:
克重(g/m2) | 500 | |
厚度(mm) | 1.8 | |
透气度(m3/m2/min) | 15 | |
断裂强度 | 经向 | >750 |
纬向 | >1200 | |
断裂伸长率 | 经向 | <35 |
纬向 | <55 | |
破裂强度(Mpa/min) | 2.35 | |
连续工作温度(℃) | ≤130 | |
短时工作温度(℃) | 150 | |
后处理方式 | 压光、烧毛 | |
半衰期 | 0.75S | |
表面处理 | 拒水防油处理(泰氟隆涂层) | |
沾水等级(水温27℃相对湿度20%) | 5级 AATCC100 | |
耐酸性 | 优 | |
耐碱性 | 良 | |
耐磨性 | 优 | |
水解稳定性 | 良 | |
4.3、脉冲阀的选择
电磁脉冲阀的选用关系到除尘器的造价及清灰效果。烘干机气箱脉冲袋式除尘器选用的电磁脉冲阀为喷吹压力0.5-0.7Mpa的上海袋式除尘公司原装进口双层膜片电磁脉冲阀,膜片经久耐用,寿命大于100万次以上,并配备了专用修理包,满足了脉冲电磁阀的高效运行要求。
4.4、烟气温度控制
在正常工况条件下,烘干机烟气温度在50-110℃范围内波动,由于各种原因的影响,烘干机烟气温度偶尔会超过滤袋承受范围温度,这就要求在除尘器的进风烟气管道上安装气动野风阀和温度采集装置,采取高温时“掺加泠风”的降温措施。
4.5、自动控制系统
袋式除尘器的关键是清灰机械,而清灰机构的好坏又与清灰机构的控制机构密切相关,电控应优先采用模块式集成电路控制,该系统运行可靠,参数调整方便,保证了袋收尘器的正常工作。
5 “电改袋”来治理烘干机废气
不少水泥厂烘干机除尘采用的是高压管式静电除尘器,但大多数除尘效果不好,甚至不能使用或没有除尘效果。这时,可对系统风机能力进行核定,对除尘器壳体强度进行校核和评估。如除尘器壳体强度好,可实施“电改袋”,其基本措施是:1)、保留原有电除尘器外壳筒体及灰斗,撤出高压电源,芒刺线及顶盖;2)、改变进风口方式,进风从灰斗进风,其出风口方式和引风机系统不做变更;3)、新增多孔板和顶部检修门;4)、新增滤袋及骨架,气包(含压力表及安全阀),脉冲阀,喷吹管,程序控制仪;5)、新增气源设备---小型空气压缩机。
改造后的除尘器采用下进气方式,含尘烟气由进风管进入灰斗后进入过滤室,部分粗颗粒粉尘在重力的作用直接落入灰斗,减少了粗颗粒粉尘对滤袋的磨损;因进风管道内的导流板对气流起到均匀分配的作用,从而保证了每个滤袋气流分布均匀、压降平衡,这些都有利于提高滤袋的使用寿命。通过这些措施,可使该除尘设备焕然一新,除尘效率大大提高,排放浓度达到国家标准。
6 烘干机废气治理举例
重庆铜梁特种水泥有限公司现有一台Ø2.2*16m回转式烘干机,主要烘黄沙,页岩,原煤等。该烘干机原采用一级旋风除尘器来对废气进行除尘,不但排放浓度远远超标,而且烘料效果也不好。2006年,该公司委托毕威环保公司对该除尘系统进行改造,新建了一套以LFGM(H)气箱脉冲袋式除尘器为核心的除尘系统。该除尘系统设计处理能力27000m3/h,装机容量41KW(含引风机),耗气量为1.8m3/min。该除尘系统自2006年11月运行至今,设备运行正常,不但排放浓度小于国家标准,而且还提高了生产效率,物料烘干效果也理想。